Автоматический аппарат орбитальной сварки TIG для сварки труб между трубами
Описание
Базовая информация
| Модель №. | TC-серия |
| Кюльвег | Воздушное охлаждение |
| контроль | Автоматически |
| Стиль | Портативный |
| Диапазон частот | Высокая частота |
| Электрический ток | Переменный ток |
| ключевые слова | Аппарат для орбитальной сварки труб малого диаметра. |
| Диаметр свариваемой трубы | 6,35 мм ~ 114,3 мм |
| Толщина трубы | 0,5-3 мм |
| Гарантия | 12 веселья |
| Введите | ЧПУ |
| Транспортный пакет | Экспортный пакет |
| товарный знак | ВИНКОО |
| Источник | Китай |
| Производственная мощность | 3000 комплектов/месяц |
Описание продукта
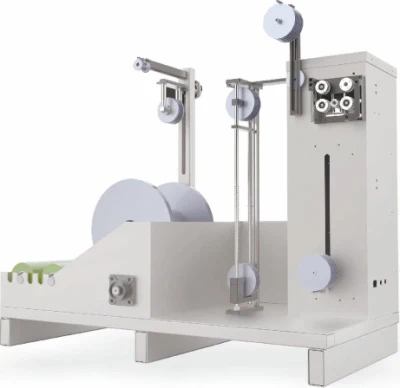
I. Закрытая труба и сварочная горелка для труб.
I. ОПИСАНИЕ ПРОДУКТА
Этот сварочный пистолет представляет собой специальный сварочный пистолет, предназначенный и разработанный для автоматической сварки различных соединений труб во всех положениях.
I.ПАРАМЕТРЫ ПРОДУКТА
| Модель | XD40 | XD80 | XD120 |
| Основная распределительная мощность | XD-20W Полностью программируемый источник питания | ||
| Основные свариваемые материалы | Углеродистая сталь, нержавеющая сталь, титановый сплав и т. д. | ||
| Диапазон диаметров сварочных труб (мм) | 6,35-38,1 | 19.05-76.2 | 38,1-114,3 |
| Наибольшая толщина стенки (мм) | 2,5 | 3 | |
| Охлаждение сварочного пистолета | Водяное охлаждение | ||
| Скорость сварочной горелки (об/мин) | 0,3~6,0 | 0,2 ~ 5,3 | 0,1~3,8 |
| Сварочный защитный газ | Аргон | ||
| Вес (кг) | 3,5 | 5 | 6,5 |
| Размер (мм) | 377x129x42 | 438x155x44 | 540x195x54 |
Технологические условия
| Диаметр свариваемой трубы | Φ6,35 мм-Φ114,3 мм |
| Толщина трубы | 0,5-3 мм |
| Диаметр вольфрамового электрода | Φ1,6 мм-Φ2,4 мм |
| Скорость вращения сварочного зажима | 0,15 Ед/мин-4,5 Ед/мин |
| Рорматериал | Углеродистая сталь, нержавеющая сталь, титановый сплав и т. д. |
| Режим сварки | Вращающийся, ненаматывающийся, всепозиционный режим сварки с функцией автоматического сброса. |
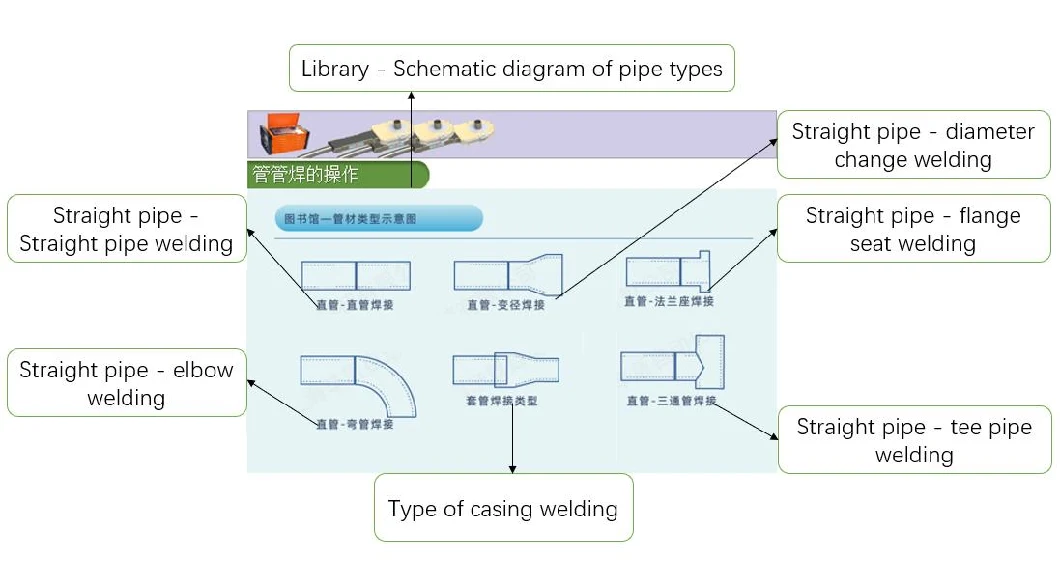
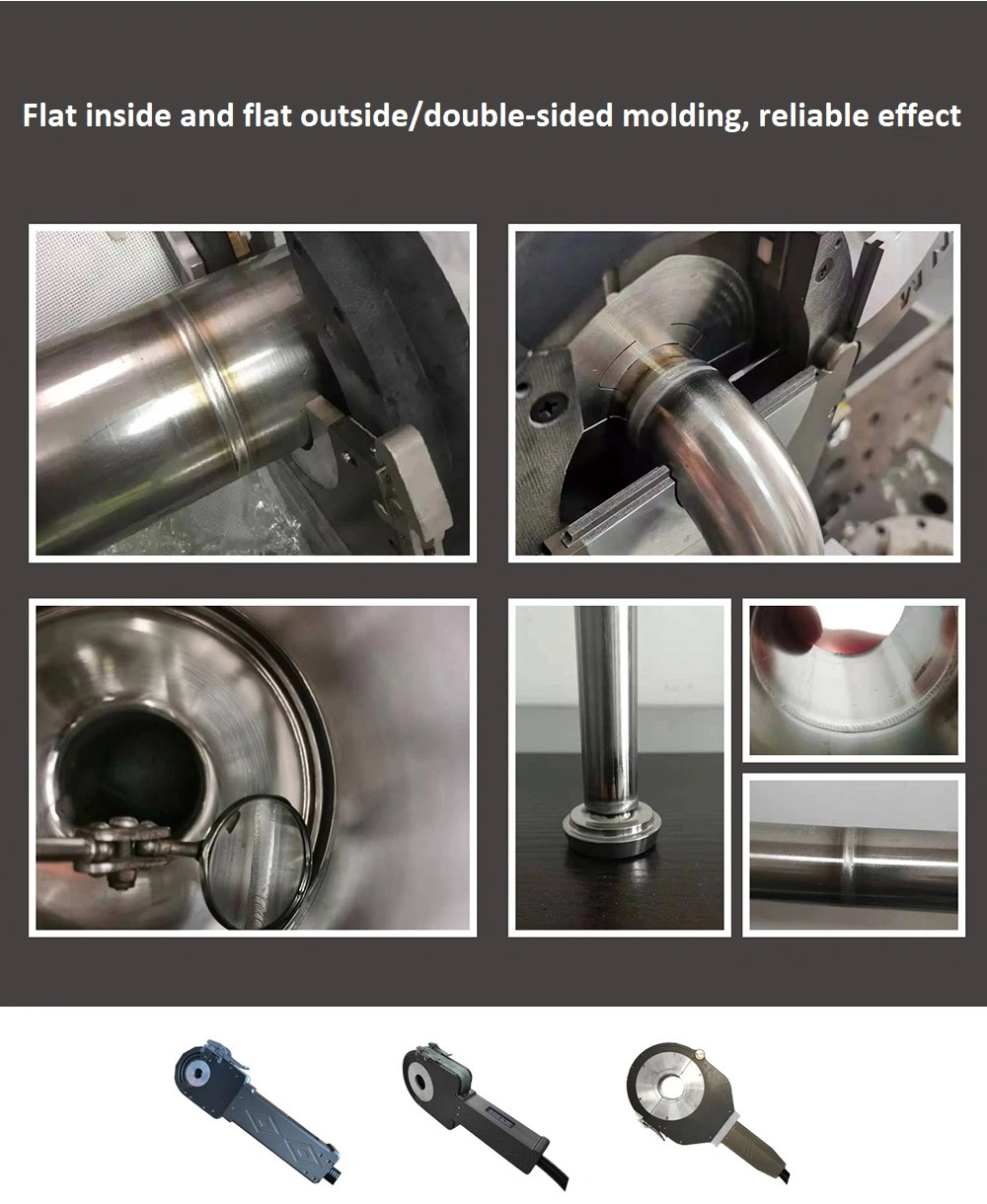
| Форма соединения сварных труб | Трубы прямые, тройники, колена, патроны, переходники и другие стыковые соединения, без фаски, самосварка |
| Защитный газ | Аргон |
| Поток охлаждающей воды | 1000 мл/мин |
| При сварке труб из углеродистой стали необходимо отполировать 5–8 мм места паяного соединения и удалить ржавчину, чтобы выявить основной цвет металла. | |
| Срез трубы должен быть плоским, вертикальным, без заусенцев, между двумя трубами не должно быть зазора. | |
| Очистите масляные пятна ацетоном или спиртом. | |
| Ручка сварочного зажима оснащена кнопкой управления, что удобно для персонала и повышает эффективность работы. | |
| При сварке устья трубы длина зажимаемого прямого отрезка не должна быть менее 20 мм. | |
| Нарисуйте круг с центром сварного фитинга в центре, R = 80 мм и без препятствий внутри этой области. | |
I.ПРОДУКТВОРТЕЙЛ
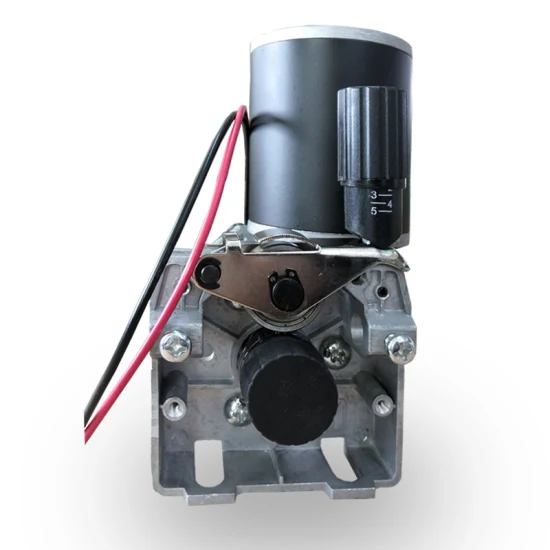
1. Двигатель представляет собой немецкий планетарный двигатель. 2. Внутренняя стенка сварочной горелки имеет водяное охлаждение для улучшения временной скорости загрузки сварочной горелки, благодаря чему сварочная горелка может работать в течение длительного времени без нагрева. 3. Сварочная горелка изготовлен из импортных материалов и алюминия, что обеспечивает его легкий вес и надежность4, запатентованный гибкий зажим, позволяющий уменьшить требования к подгонке труб5, специальная форма отверстия для утечки эффективно обеспечивает красивый сварной шов6, с самоблокирующимся пружинным механизмом удобна и надежна для замены зажим 7, кнопки управления ручкой сварочного пистолета: вращение вперед, вращение назад, аварийная остановка, демпфирование, запуск, световой индикатор.


Пред: Высокоэффективный автоматический сварочный аппарат/оборудование для строительства резервуаров
Следующий: Автомат сборочно-сварочный для правки стальных конструкций с двутавровыми балками
Наш контакт